磨削热量不可忽视的重要现象,主要发生原因是由磨粒切削工件时产生的高速摩擦所致。
磨削热量的分布与产生会受到多种因素影响,例如砂轮的材质、工件的材质、研磨条件(如速度、进给量、切削深度等),以及冷却液的使用情况。
之于工件:
不良的磨削可能会使工件温度上升,引起热
传统砂轮与超硬砂轮的研磨热差异
重点:超硬砂轮的导热效果较传统砂轮高,超硬砂轮多数热量会往砂轮中心带,而传统砂轮的磨削热量则多数会在工件上。
热量比例(80/20):
超硬砂轮:80%在砂轮,20%在工件上。
传统砂轮:20%在砂轮,80%在工件上。
此数据仅供参考,实际测试上面可能因工件、磨料材质、加工选择、环境等因素而有浮动。
—以下内容在超硬砂轮与传统砂轮都适用—
磨削热发生原因
在砂轮研磨工件时,研磨过程会产生大量的热量,这些热量的分布决定了最终工件的温度升高。
过量磨削热的影响
1.高温与火花:
2.工件热膨胀与氧化:
3.表面研磨烧焦导致工件性能降低:
4.裂痕与加工缺陷:
磨削温度的分类
研磨温度的定义
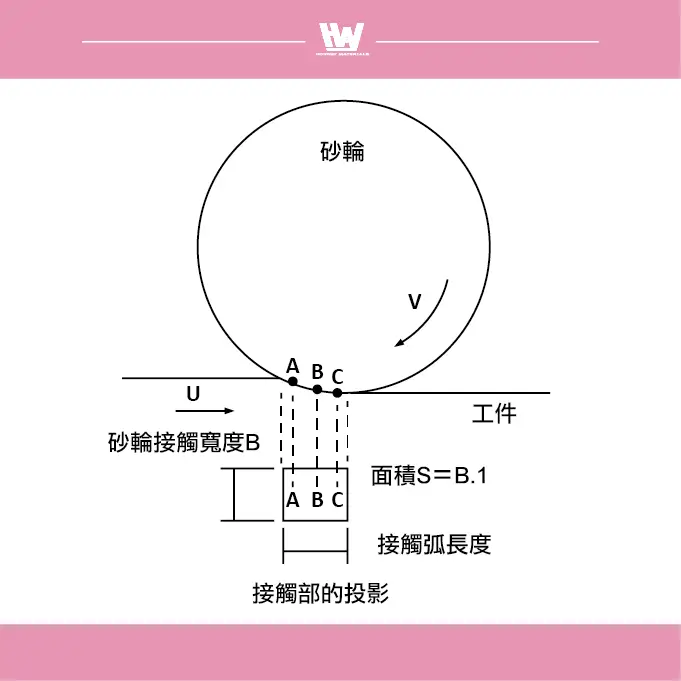
磨料研磨点温度(A.B)(磨料切刃前端的温度)
定义:指A、B所示磨料切刃在研磨时前端瞬间达到的局部高温。
温度特征:常达1000数百℃以上,是研磨过程中温度最高的区域。
影响:研磨效率与磨料消耗有密切相关,需根据此温度评估磨料耐热性。
砂轮磨削点温度(S)(砂轮与工件接触面的平均温度)
工件温度(热流入工件后的温度)
磨削温度的判定标准
磨削温度对研磨结果的影响,根据研磨现象可分为三个层面:
若重视磨料损耗 → 磨料研磨点温度最重要
例如:需延长砂轮寿命时,需降低磨料局部高温,选择耐热性更佳的磨料或调整研磨参数。
若关注工件表面质量 → 砂轮研磨点温度最重要
例如:防止表面烧焦、裂痕或破裂,需控制砂轮与工件接触面的平均温度,提升冷却效果。
若要求尺寸精度 → 工件温度最重要
例如:需减少热膨胀对尺寸精度的影响时,重点控制热流入工件的温度,确保加工稳定性。
可依您目前重视的去决定如何改善工序。
工件的平均温升计算方式(传统与超硬砂轮都适用)
在研磨过程中,几乎所有机械能都转化为热能。其中部分热量会流入工件内部,另一部分则透过研磨液、空气、工件夹头、顶心等方式排放或散热。这两者之间的热量差会储存在工件内,导致工件温度上升,并可根据工件的热容量(体积×密度×比热)计算其平均温升。
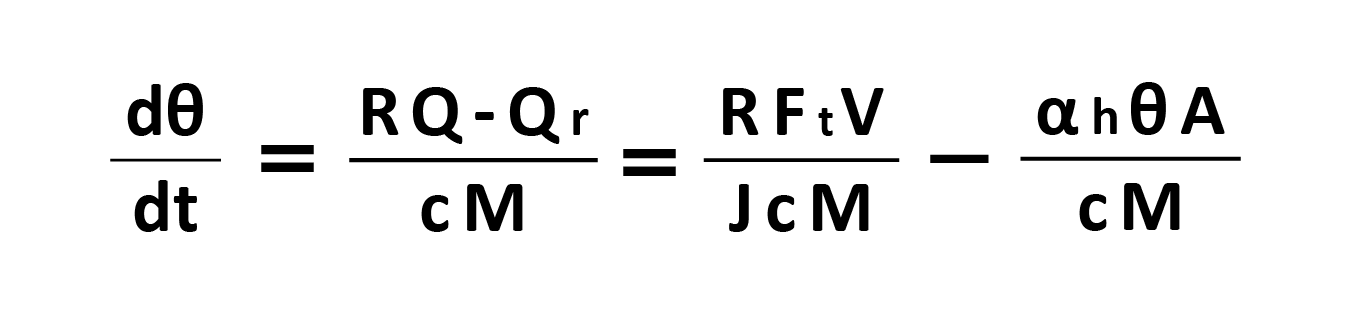
设工件的平均温升θ,单位时间的θ增加量dθ/d 可由以下方程式表示:
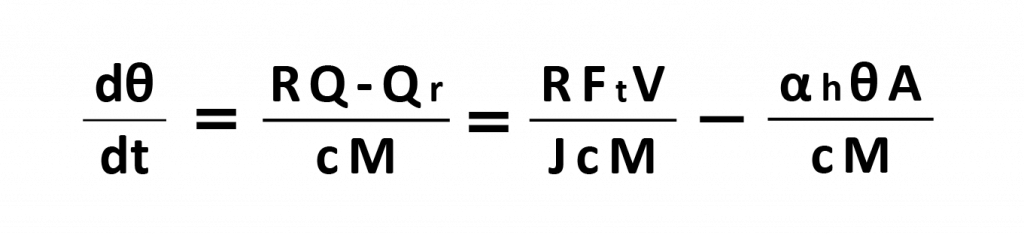
其中:
V:研磨速度
Ft:切线研磨阻力
R:热流入率(流入工件的热量比例)
Q:单位时间内产生的总研磨热量(研磨阻力⋅ 研磨速度)
Qr:单位时间内工件表面散失的热量
M:工件质量
A:放热面积
c:比热
J:热功当量
αh:工件表面热传达率(依冷却条件变化)
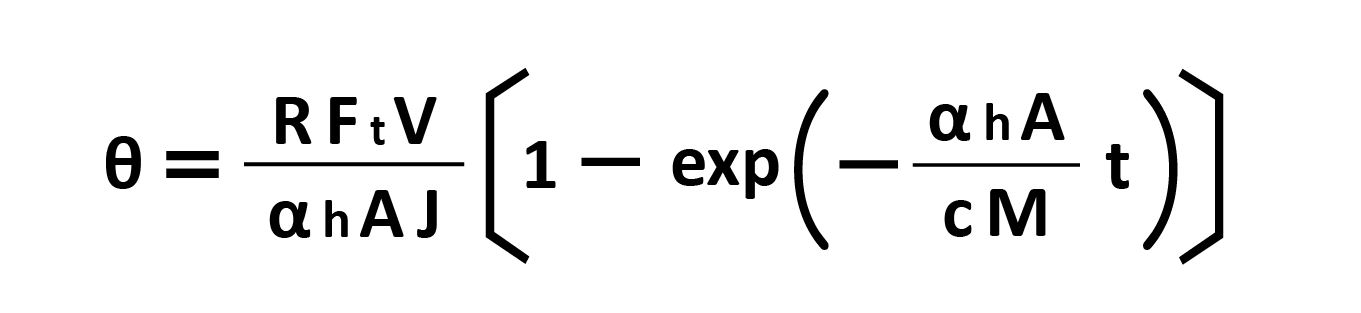
当t=0时时,工件的温升 θ=0。随时间 t 增加,工件的平均温度 θ 可由以下公式求得:
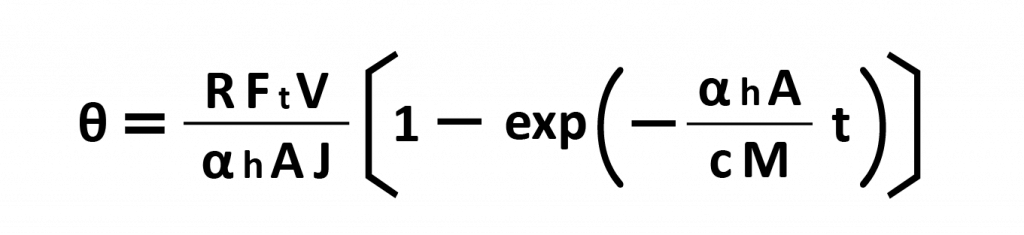
此式显示:
热流入率 R 的特征
表面热传达率 αh的影响
在进行大量研磨油冷却的研磨加工中,工件的平均温升可有效控制在 10℃以内。
磨削温度的控制
1.使用大量冷却能力高的研磨液:因研磨热有一部分会被研磨屑和加工液带走,使用冷却能力高的研磨液能有助于将研磨时的高温分散带走,降低工件与砂轮的热量。
2.砂轮使用粒度大、结合度小、组织粗者:砂轮的结合度与密集度会影响热量的产生,过于密集的磨料会导致热量堆积使研磨过程中容易产生高温,选择适当的材质或调整合适的气孔能有助于降低热量,同时实现高效率加工。
3.减低砂轮周转速度
4.减小切入量: 过大的切入量另一点也容易使砂轮卡屑,进而造成研磨表面烧伤、砂轮损坏等问题,如有发现这些状况,建议减小切入量
5.增大进给量(横送速度): 降低单点的停留率能有助热于工件散
6.发生平滑、填塞的砂轮请立即修整: 如果一直维持原加工方式,但发现平滑或堵塞时可以先尝试第一步「增加转速」尝试砂轮是否能自动代谢,如果还是不行就建议进行修整。
7.传统砂轮转换成超硬砂轮时,如您的砂轮过宽建议优先选择减少宽度转换。
当砂轮与工件的接触面积较大时(例如内圆研磨),会导致研磨产生的热量较多,从而使研磨温度升高。在这种情况下,需特别注意工件的温升,以防止因过热引起的尺寸误差、表面烧伤或其他热损伤。
结论
磨削热是研磨过程中机械能转化为热能所产生的现象,主要由磨料与工件间的高速摩擦引起。
为有效控制研磨热,需采取合理的对策,降低研磨热的产生,如使用冷却效果佳的研磨液、选择适合的砂轮、降低砂轮周转速度、减小切入量、增加进给量并及时修整砂轮。此外,对于接触面积较大的研磨作业,如内圆研磨,更应加强冷却与散热措施。透过有效管理研磨热,能确保工件的表面品质、尺寸精度,并提升加工稳定性与砂轮的使用寿命。




{kind=link}